大阪/関西でマシニングセンタをお探しの方に



大阪など関西圏でマシニングセンタをお探しですか?
![]() 小ロットだと高い
小ロットだと高い![]() 小ロットだとちゃんと対応してくれる会社が少ない
小ロットだとちゃんと対応してくれる会社が少ない![]() 量産品も毎月加工して欲しい
量産品も毎月加工して欲しい![]() なるべく費用を抑えたい
なるべく費用を抑えたい
対応エリア
大阪府(大阪市、堺市、豊中市、池田市、吹田市、泉大津市、高槻市、貝塚市、守口市、枚方市、茨木市、八尾市、泉佐野市、富田林市、寝屋川市、河内長野市、松原市、大東市、和泉市、箕面市、柏原市、羽曳野市、門真市、摂津市、高石市、藤井寺市、東大阪市、泉南市、四條畷市、交野市、大阪狭山市、阪南市、島本町。)
京都府(京都市、福知山市、舞鶴市、綾部市、宇治市、宮津市、亀岡市、城陽市、向日市、長岡京市、八幡市、京田辺市、京丹後市、南丹市、木津川市、大山崎町、久御山町、井手町、宇治田原町、笠置町、和束町、精華町、南山城村、京丹波町、伊根町、与謝野町。)
兵庫県(神戸市、姫路市、尼崎市、明石市、西宮市、洲本市、芦屋市、伊丹市、相生市、豊岡市、加古川市、赤穂市、西脇市、宝塚市、三木市、高砂市、川西市、小野市、三田市、加西市、篠山市、養父市、丹波市、南あわじ市、朝来市、淡路市、宍粟市、加東市、たつの市、猪名川町、多可町、稲美町、播磨町、市川町、福崎町、神河町、太子町、上郡町、佐用町、香美町、新温泉町。)
奈良県(奈良市、大和高田市、大和郡山市、天理市、橿原市、桜井市、五條市、御所市、生駒市、香芝市、葛城市、宇陀市、山添村、平群町、三郷町、斑鳩町、安堵町、川西町、三宅町、田原本町、曽爾村、御杖村、高取町、明日香村、上牧町、王寺町、広陵町、河合町。)
和歌山県(和歌山市、海南市、橋本市、有田市、御坊市、田辺市、新宮市、紀の川市、岩出市、紀美野町、かつらぎ町、九度山町、高野町、湯浅町、広川町、有田川町、美浜町、日高町、由良町、印南町、みなべ町、日高川町、白浜町、上富田町、すさみ町、那智勝浦町、太地町、古座川町、北山村、串本町。)

自社の中国工場だから20~30%コストダウンが可能です
低コスト・高品質・小ロット・スピード対応のご要望にお応えできるのは以下の理由からです。
POINT
01
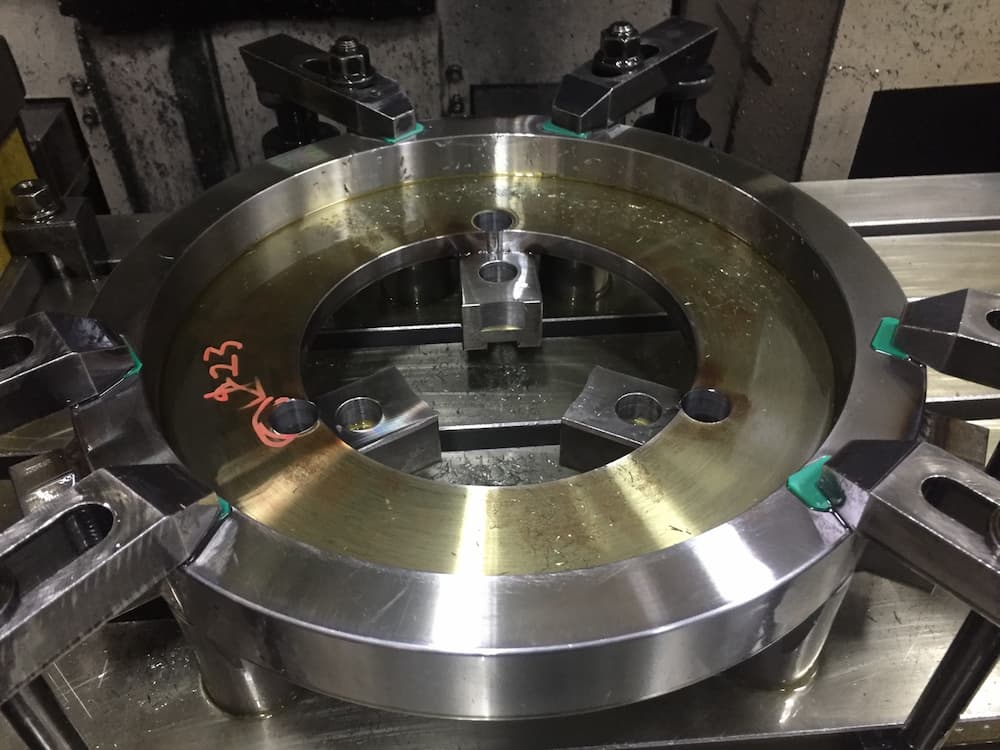
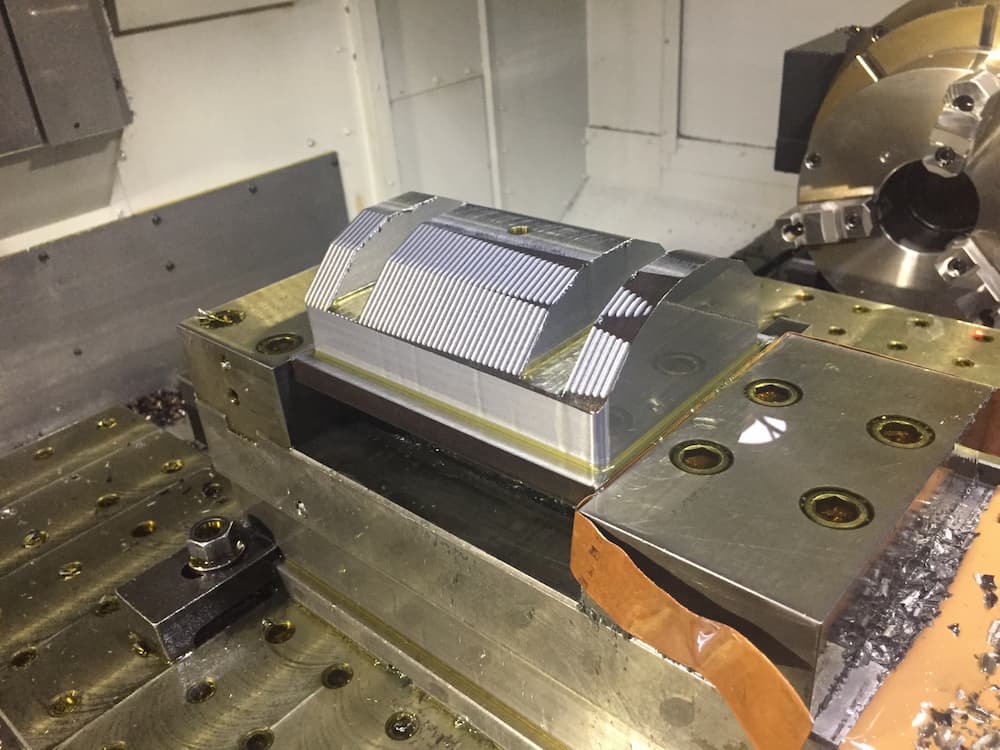
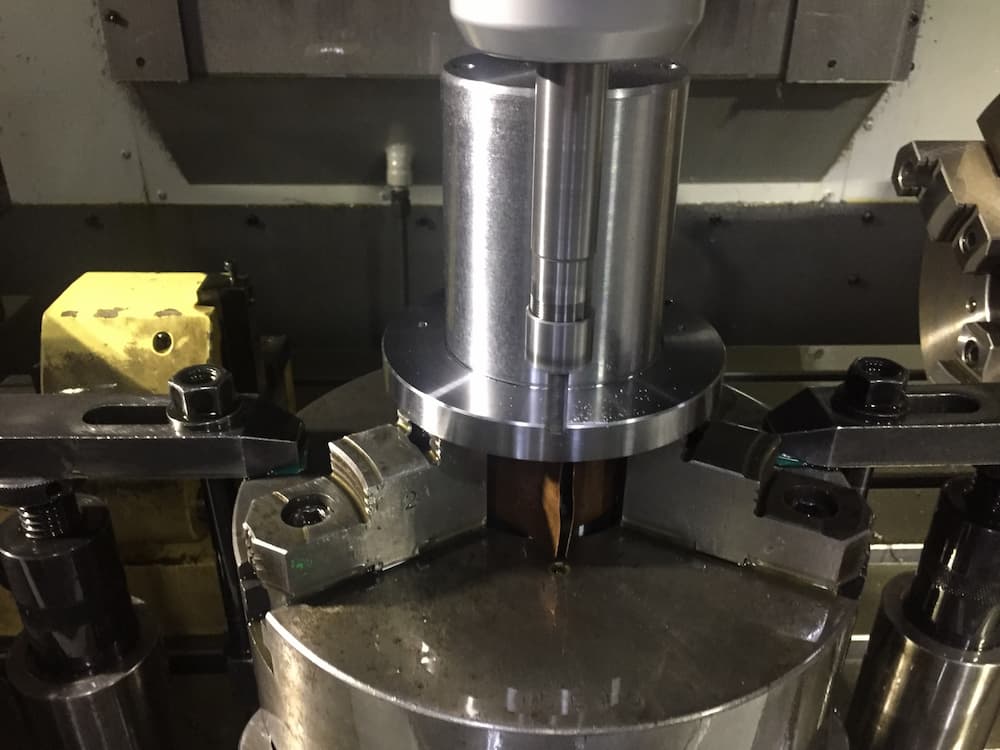
充実設備でどんな加工も対応
| 設備一覧 | 台数 | 最大 |
|---|---|---|
| マシニングセンター 工程 | 17台 | 最大 900×600×600 |
| NC旋盤 | 8台 | 最大 外径300 |
| 複合機 | 2台 | |
| ワイヤー放電加工機 | 23台 | |
| 成型研磨機 | 12台 | 最大 1,000×500 |
| 大型平面研磨機 | 3台 | |
| 汎用フライス | 12台 | |
| 汎用旋盤 | 9台 | |
| 円筒研磨機 | 3台 |
 |  |
 |  |

POINT
02
検査体制が充実
一般的な日本企業以上に検査人数を確保して高品質を確保しています。
【出荷検査体制】
全数・全箇所測定
(量産品は抜き取り検査)
【検査能力】
日/80~100枚図面検査
(月/2000枚以上対応)
POINT
03
対応可能の金属が多い
金属ならほとんど対応が可能です。
金属・樹脂・鉄・超硬・真鍮・アルミ・銅金属・POM・PEEK・アクリル・テフロン・モリブデン・ハステロイ・ステンレス・MCナイロン・セラミックス

POINT
04
自社の中国工場
自社の中国工場だから最後までお付き合い
全ての見積もり、加工、再加工依頼、緊急案件などへの柔軟な対応が可能です。
POINT
05
日本国内製造にも対応
関西の協力工場ネットワークで国内生産も
国内対応が必要なお客様には、関西の協力工場のネットワークを活用して加工できます。

当社と他社の比較
自社の中国工場のため、中間マージンを省くだけでなく、トラブル時の対応も安心できます。

| (一般的な商社経由) トラブル対応が難しい | (当社の中国工場) ダイレクト発注で柔軟な対応 |
| 大手メーカーでない限り、発注量が少ないなど取引条件が良くない場合には、トラブルなどの対応にはビジネスライクになってしまいます。 | 自社の中国工場のため、小ロットからでも確実に納品し、緊急案件などにもしっかりと対応しています。全て日本人と日本語で対応できます。 |
弊社は翻訳者を入れないダイレクト指示
商社は工場がどこだか分からず、いざという時に不安です。しかし中国工場と直取引の場合には現地の翻訳者と生産担当者が別々のため、コミュニケーションステップが増えて、ミスの原因になることも。また分業制が進んでいる中国では、翻訳者と生産担当者もどちらも責任を認めないケースもあります。弊社では、翻訳者を介さず、中国の自社工場の生産担当者に直接指示を出しています。

一般的には翻訳者が入る中国生産体制

弊社は翻訳者を入れず生産担当者にダイレクト指示
比較表
| 当社 | 一般的な日本工場 | 一般的な中国工場 | |
|---|---|---|---|
| 品質保証 | あり | あり | なし |
| 連絡 | 簡単 | 簡単 | 難しい |
| 再加工 | 早い | 早い | 対応は不明 |
| 中間マージン | なし | なし | 商社のマージン |
| 予算内のご提案 | 可能 | 難しい | 可能 |
| コスト | 安い~適正 | 高い | 激安 |
| こんな方におすすめ | 価格を抑えて高品質を保ちたい | 安心感が大事 | とにかく安く |
代表よりご挨拶

代表の私は、中国国内の工場で長年の現場経験、指導経験を重ねてまいりました。現在、中国工場の加工技術は飛躍的に向上し、分野によっては日本よりも最新設備と高精度を実現しています。しかし、中国の工場への発注はコミュニケーションの違いや品質のばらつきでトラブルになることも多く、過去に苦い経験をした日本のメーカー様も多くいらっしゃいます。
「日本の加工品質と同じように、中国の工場に発注できることを伝えたい」そんな思いで中国の自社工場で加工をさせて頂いています。それに加え、関西での工場ネットワークが強いため、国内加工のご要望や何社も関わることになる難加工もワンストップで弊社にお任せ頂けます。
会社概要
| 会社名 | 株式会社日本錦源精工 |
| 所在地 | 〒630-8135 奈良市大安寺西3丁目11-14 (マップ) |
| TEL | 0742-32-1287 |
| FAX | 0742-32-1288 |
| 代表取締役 | 三輪 卓司 |
| 設立 | 2018年3月12日 |
| 資本金 | 500万円 |
| 従業員数 | 5名 |
| 取引銀行 | 大和信用金庫 JR奈良駅前支店 三井住友銀行 大和支店 |
| 関連会社 | 中国工場 東莞市錦沅五金有限公司 広東省東莞市虎門鎮路東社区新圓北2路7号3楼 |
| 営業時間 | 9:00~17:30 |
| 休日 | 土・日・祝日 |
中国工場マップ
 | 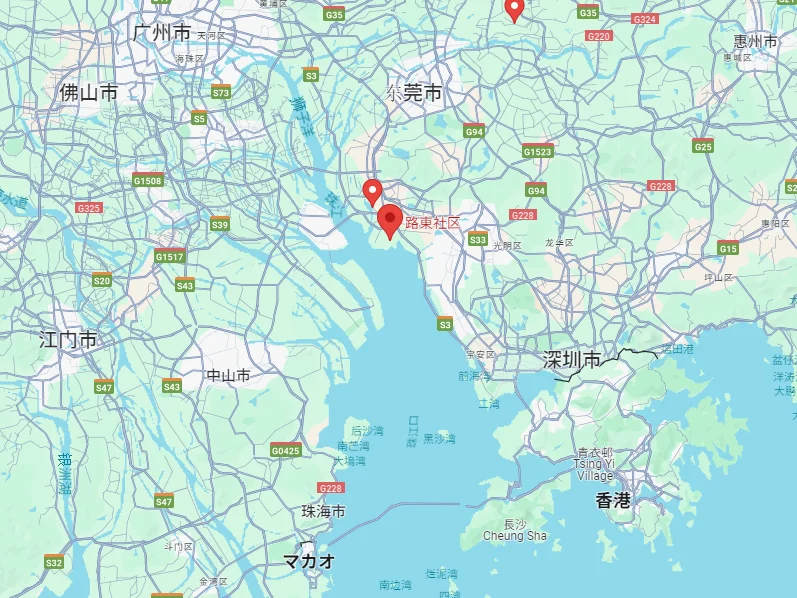 |
中国工場 東莞市錦沅五金有限公司 広東省東莞市虎門鎮路東社区新圓北2路7号3楼
中国工場のある東莞市は、工業の発展とともに成長してきた都市であり、世界的な製造業の中心地の一つとして注目されています。
| 産業 | 東莞は自他共に認める中国最大の「工場地帯」と言えます。改革開放前は、赤土が広がる貧しい農村でしたが、広州と深圳、香港の中間に位置するため、1980年代末から香港企業や台湾企業の委託加工先や工場建設の好適地として、衣料品、日用雑貨、玩具、電子製品、パーソナルコンピュータまで、重工業以外の各種工場が林立する工業地帯に変貌しました。特に、パソコン部品は世界の供給拠点として重要な地位を占めています。唐代の757年に、番禺(広州)の東にある「莞草」(イグサ)の産地として「東莞」と名付けられました。 |
メールでお問い合わせの場合
プライバシーポリシー
株式会社日本錦源精工(以下、当社)は、個人情報を保護することが事業活動の基本であるとともに社会的責務であると考えております。 この責務を果たすため、当社は以下の方針に従って、個人情報の保護に努めます。
1.個人情報の取得
当社は、お客さまから個人情報を取得する場合、あらかじめ利用目的・お客さまに対する当社の担当窓口をお知らせしたうえで、適切な方法にて取得します。
2.利用目的
当社は、お客さまから取得した個人情報をあらかじめお知らせした利用目的に限定して利用し、 この範囲を超えて利用する場合には、法令にて許されている場合を除き、事前にお客さまの同意を 得ることとします。
3.管理
当社は、お客さまから取得した個人情報を適切な方法で管理します。
また、法令にて許されている場合を除き、お客さまの個人情報をお客さまの同意を得ることなく第三者に開示・提供しません。
4.お問い合わせ
当社は、お客さまがお客さまの個人情報の照会・訂正・削除などを希望される場合には、お客さまご本人であることを確認した上で、合理的な範囲で速やかに対処します。
5.法令遵守、改善
当社は、個人情報保護関連法令・規範を遵守するとともに、当社内の個人情報保護に関する取り組みを継続的に見直し、適宜その改善・向上に努めます。
マシニングセンタで加工可能な鉄製品の分野
| ステップ | 内容 |
|---|---|
| 1. 準備 | |
| 1.1 安全確認 | * 作業服装が適切であることを確認する * 作業スペースが整理整頓されていることを確認する * 工具やワークが安全に設置されていることを確認する * 緊急停止ボタンの位置を確認する |
| 1.2 切削条件の設定 | * 加工したい素材、形状、精度に合わせて、切削速度、送り速度、切削深さなどを設定する * 工具の種類や材質も考慮する * 切削条件は、NCプログラムに記述する |
| 1.3 ワークの取り付け | * ワークをテーブルやバイスでしっかりと固定する * ワークの原点位置を正確に設定する * ワークの突出量を最小限に抑える |
| 1.4 工具の取り付け | * 工具ホルダに適切な工具を挿入する * 工具の刃先が鋭利であることを確認する * 工具の突き出し量を適切に設定する |
| 1.5 クーラントの準備 | * クーラントタンクに適切なクーラントを補充する * クーラントポンプの動作を確認する * クーラントノズルをワークに適切な位置に向ける |
| 2. プログラムの実行 | |
| 2.1 プログラムの確認 | * NCプログラムの内容を誤りがないか確認する * プログラムのシミュレーションを実行して、動作を確認することもできる |
| 2.2 プログラムの読み込み | * NC装置にプログラムを読み込む * プログラムのフォーマットが正しいことを確認する |
| 2.3 マシンの動作確認 | * マシンの各軸の動作を確認する * 原点復帰を行う * 工具のオフセット設定を行う |
| 2.4 プログラムの実行 | * プログラムを実行する * 加工中に異常がないか監視する * 必要に応じて、切削条件を調整する |
| 3. 加工終了 | |
| 3.1 加工終了確認 | * 加工が完了したら、ワークの形状や寸法を測定して、仕様通りに仕上がっていることを確認する * 異常があれば、原因を調査し、修正する |
| 3.2 マシンの清掃 | * マシンから切削屑やクーラントを取り除く * 工具やワークを清掃する * マシンの各部を点検し、異常がないことを確認する |
| 3.3 安全確認 | * 電源を切る * 作業スペースを清掃する * 工具やワークを安全な場所に保管する |

マシニングセンタの操作ステップにおける詳細な注意点
マシニングセンタは、複雑な形状の加工を高い精度で実現できる工作機械ですが、同時に危険な機械でもあります。安全かつ効率的に操作するためには、以下の各ステップにおける詳細な注意点を理解し、実践することが重要です。
1. 準備
- 安全確認
- 安全眼鏡、安全靴、ヘルメットなどの安全装備を必ず着用する。
- 周囲に人がいないことを確認してから操作を開始する。
- 緊急停止ボタンの位置を確認してお
- マシニングセンタの電源が切断されていることを確認してから、ワークや工具の取り付けを行う。
- ワークの固定
- ワークがしっかりと固定されていないと、加工中に振動したり、飛散したりする危険性があります。
- ワークの形状や材質に合った方法で固定する。
- クランプやバイスなどの固定工具は、十分な締め付け力を持たせる。
- ワークの重心位置を考慮し、安定した状態で固定する。
- 工具の装着
- 工具が正しく装着されていないと、破損したり、飛散したりする危険性があります。
- 工具の種類やサイズに合った工具ホルダを使用する。
- 工具の刃が鋭利であることを確認する。
- 工具の締め付けトルクは、メーカー指定の範囲内にする。
- 切削条件の設定
- 切削条件が適切でないと、工具の摩耗や破損、ワークの不良加工につながります。
- 加工する材料、工具の種類、加工形状などを考慮して設定する。
- 切削速度、送り速度、切削深さなどの各要素の相互関係を理解する。
- マシニングセンタの取扱説明書を参照し、推奨される切削条件を確認する。
- クーラントの準備
- クーラントは、工具の冷却や切削屑の排出を促進する役割があります。
- クーラントの種類、量、濃度が適切でないと、加工精度や工具寿命に影響を与える。
- クーラントタンクの容量を確認し、必要に応じて補充する。
- クーラントの劣化を防ぐために、定期的に清掃を行う。
2. プログラム実行
- マシニングセンタの電源投入
- マシニングセンタの電源をONにする前に、異常がないことを目視で確認する。
- 緊急停止ボタンが正常に動作することを確認する。
- 異常を発見した場合は、電源を投入せず、原因を調査する。
- 加工プログラムの読み込み
- 加工プログラムが正しいものであることを確認する。
- プログラムフォーマットやパラメータ設定に誤りがないことを確認する。
- プログラムシミュレーション機能を使って、動作を事前に確認する。
- 加工プログラムの実行
- 加工プログラムを実行する前に、安全確認を行う。
- 加工中に異常が発生していないか、常に監視する。
- 異常を発見した場合は、すぐにプログラムを停止し、原因を調査する。
- 加工状況の監視
- 加工中に、以下の項目を監視する。
- ワークの加工状況
- 工具の状態
- クーラントの状態
- マシニングセンタの異常音
- 異常を発見した場合は、すぐにプログラムを停止し、原因を調査する。
- 加工中に、以下の項目を監視する。
3. 加工終了
- 主軸とテーブルの停止
- 主軸とテーブルが完全に停止してから、ワークを取り外す。
- 停止する前に、安全確認を行う。
- 緊急停止ボタンを使って、緊急停止させる場合もある。
- ワークの取り外し
- ワークを取り外す前に、主軸とテーブルが完全に停止していることを確認する。
- ワークが熱い場合は、やけどに注意する。
- ワークを取り外すための工具やリフトを使用する。
- マシニングセンタの清掃
- 切削屑や油などを清掃する。
- クーラントタンクを清掃する。
- 工具やワークホルダを清掃する。
- マシニングセンタの外観を清掃する。
4. 確認
- ワークの寸法と精度
- 図面と照らし合わせて、寸法と精度を確認する。
- 測定工具
マシニングセンタの歴史

| 年代 | 出来事 | 人物 | 企業 | 詳細 |
|---|---|---|---|---|
| 1950年代 | アメリカで最初のマシニングセンタが開発される | ジョン・パーカー | Kearney & Trecker | 当時は、NC装置と自動工具交換装置を備えたフライス盤と呼ばれていた。主に航空機産業や自動車産業で使用されていた。 |
| 1960年代 | 日本で最初のマシニングセンタが開発される | 藤井正隆 | 日立製作所 | NC装置の技術が進歩し、マシニングセンタの機能も向上する。工作物の種類や形状が複雑化し、マシニングセンタの需要が増加する。 |
| 1970年代 | NC装置の普及により、マシニングセンタが広く普及する | 株式会社オークマ、株式会社アマダ | 主に航空機産業や自動車産業で使用されていた。 | |
| 1980年代 | CNC装置の開発により、マシニングセンタの操作性が向上する | 工具の種類や材質が豊富になり、加工できる形状が広がる。マシニングセンタの自動化が進み、生産性が向上する。 | ||
| 1990年代 | 5軸マシニングセンタが登場し、複雑な形状の加工が可能になる | CAD/CAMシステムとの連携により、マシニングセンタの運用効率が向上する。 | ||
| 2000年代 | より高速・高精度なマシニングセンタが開発される | 多軸マシニングセンタが登場し、さらに複雑な形状の加工が可能になる。自動化システムとの連携により、無人化工場を実現する。 | ||
| 2010年代 | IoTやAIなどの技術がマシニングセンタに導入される | マシニングセンタの稼働状況や加工データをリアルタイムで収集・分析できるようになる。より効率的な加工を実現するための技術開発が進んでいる。 | ||
| 現在 | マシニングセンタは、様々な産業分野で不可欠な工作機械となっている | 今後も、更なる高速化、高精度化、複合化、自動化が進み、マシニングセンタの進化は続く |
マシニングセンタの歴史における重要な出来事
- 1958年:アメリカで初のマシニングセンタが開発される
- 1964年:日本で初のマシニングセンタが開発される
- 1970年代:NC装置の普及により、マシニングセンタが広く普及する
- 1980年代:CNC装置の開発により、マシニングセンタの操作性が向上する
- 1990年代:5軸マシニングセンタが登場し、複雑な形状の加工が可能になる
- 2000年代:高速・高精度なマシニングセンタ、多軸マシニングセンタが開発される
- 2010年代:IoTやAIなどの技術がマシニングセンタに導入される
マシニングセンタの歴史を語る上で欠かせない人物
- ジョン・パーカー:アメリカで最初のマシニングセンタを開発した人物
- 藤井正隆:日本で初のマシニングセンタを開発した人物
- 森雅之:マシニングセンタの普及に貢献した日本の実業家
マシニングセンタで加工できる素材一覧

| 素材 | 加工方法 | 加工できる形状 | 加工例 | 詳細 |
|---|---|---|---|---|
| 金属 | ||||
| 鉄鋼 | 切削 | 穴あけ、面削り、溝加工、ねじ切りなど | 機械部品、自動車部品、建築材料など | 炭素鋼、合金鋼、ステンレス鋼など |
| アルミ合金 | 切削 | 穴あけ、面削り、曲面加工など | 航空機部品、電子機器部品、自動車部品など | アルミニウム合金、ジュラルミンなど |
| 銅合金 | 切削 | 穴あけ、面削り、曲面加工など | 電子機器部品、電気部品、装飾品など | 黄銅、青銅、真鍮など |
| チタン合金 | 切削 | 穴あけ、面削り、曲面加工など | 航空機部品、医療機器、スポーツ用品など | チタン合金6Al-4Vなど |
| 樹脂 | ||||
| アクリル | 切削、フライス加工 | 穴あけ、面削り、曲面加工など | ディスプレイ部品、装飾品、文房具など | アクリル樹脂、PMMAなど |
| ポリカーボネート | 切削、フライス加工 | 穴あけ、面削り、曲面加工など | 自動車部品、電子機器部品、光学部品など | ポリカーボネート、PCなど |
| ポリプロピレン | 切削、フライス加工 | 穴あけ、面削り、曲面加工など | 容器、包装材料、繊維など | ポリプロピレン、PPなど |
| ポリエチレン | 切削、フライス加工 | 穴あけ、面削り、曲面加工など | 容器、包装材料、フィルムなど | ポリエチレン、PEなど |
| その他 | ||||
| 木材 | 切削、フライス加工 | 穴あけ、面削り、曲面加工など | 家具、建材、楽器など | 木材の種類によって加工方法が異なる |
| セラミックス | 切削 | 穴あけ、面削り、曲面加工など | 医療機器、半導体製造装置、刃物など | 加工が難しい素材 |
| 炭素繊維強化プラスチック | 切削 | 穴あけ、面削り、曲面加工など | 航空機部品、自動車部品、スポーツ用品など | 加工が難しい素材 |


